
Kurt DX4 CrossOver Vise
Part No. DX4
$872.00
The revolutionary DX4™ CrossOver® Vise combines all the great features of the world-renowned KURT D40 and 3400V vises, along with new state-of-the-art workholding features.
Description
Description
The revolutionary DX4™ CrossOver® Vise combines all the great features of the world-renowned KURT D40 and 3400V vises, along with new state-of-the-art workholding features. DX4 CrossOver achieves new levels in precision and performance where flatness and parallelism are important and is a better vise than our own D40 in every way we measure a vise. With our commitment and Lifetime Ironclad Warranty, the DX4 CrossOver vise is destined to become the go-to vise for all your machining applications.
DX4 CrossOver Features
- AngLock® design reduces stress on body during clamping
- Pull-type design reduces stress on body during clamping
- Hardened vise bed/jaw plates
- Semi-hard steel screw
- 80,000 psi ductile iron body, nut and movable jaw
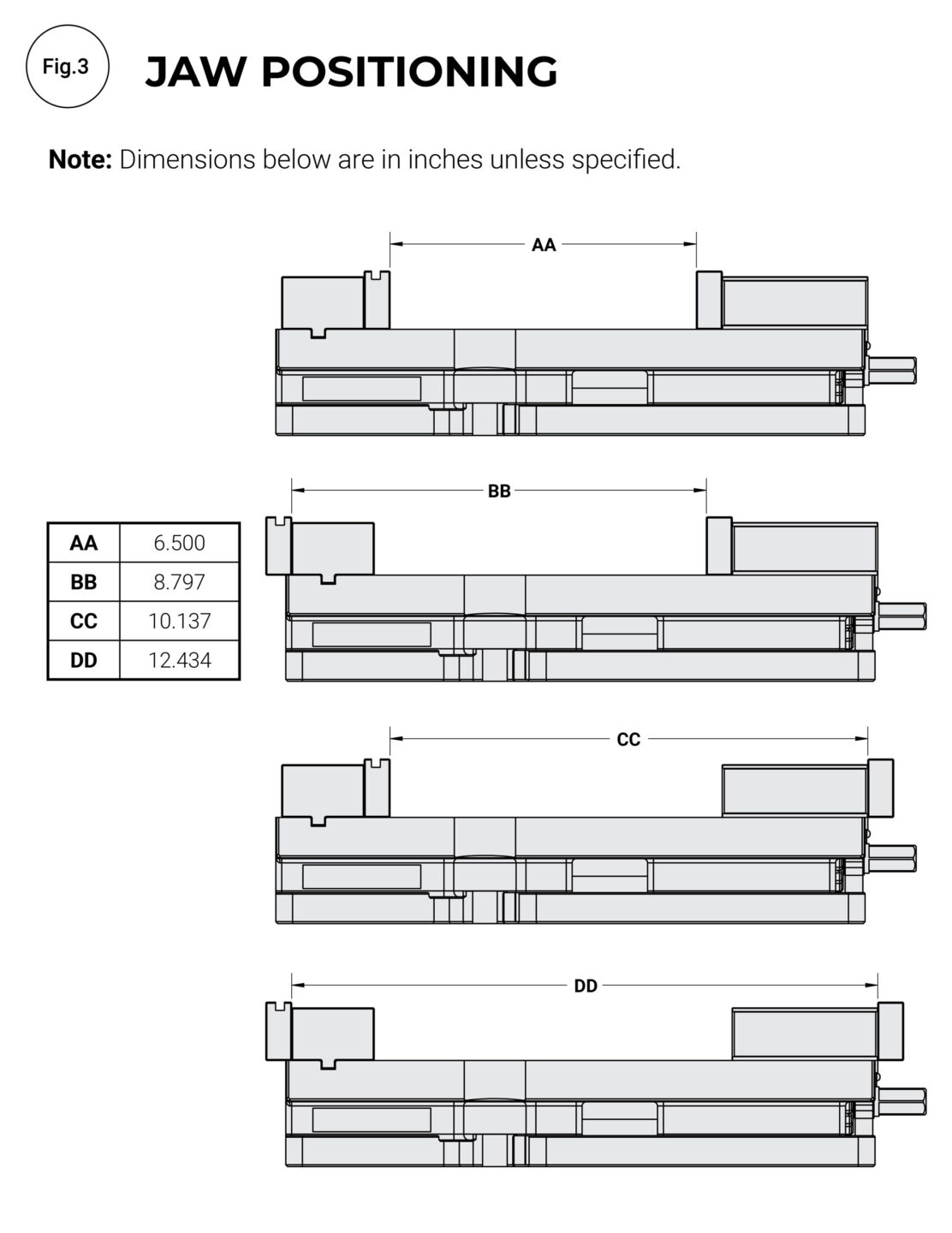
- 6.5″ opening
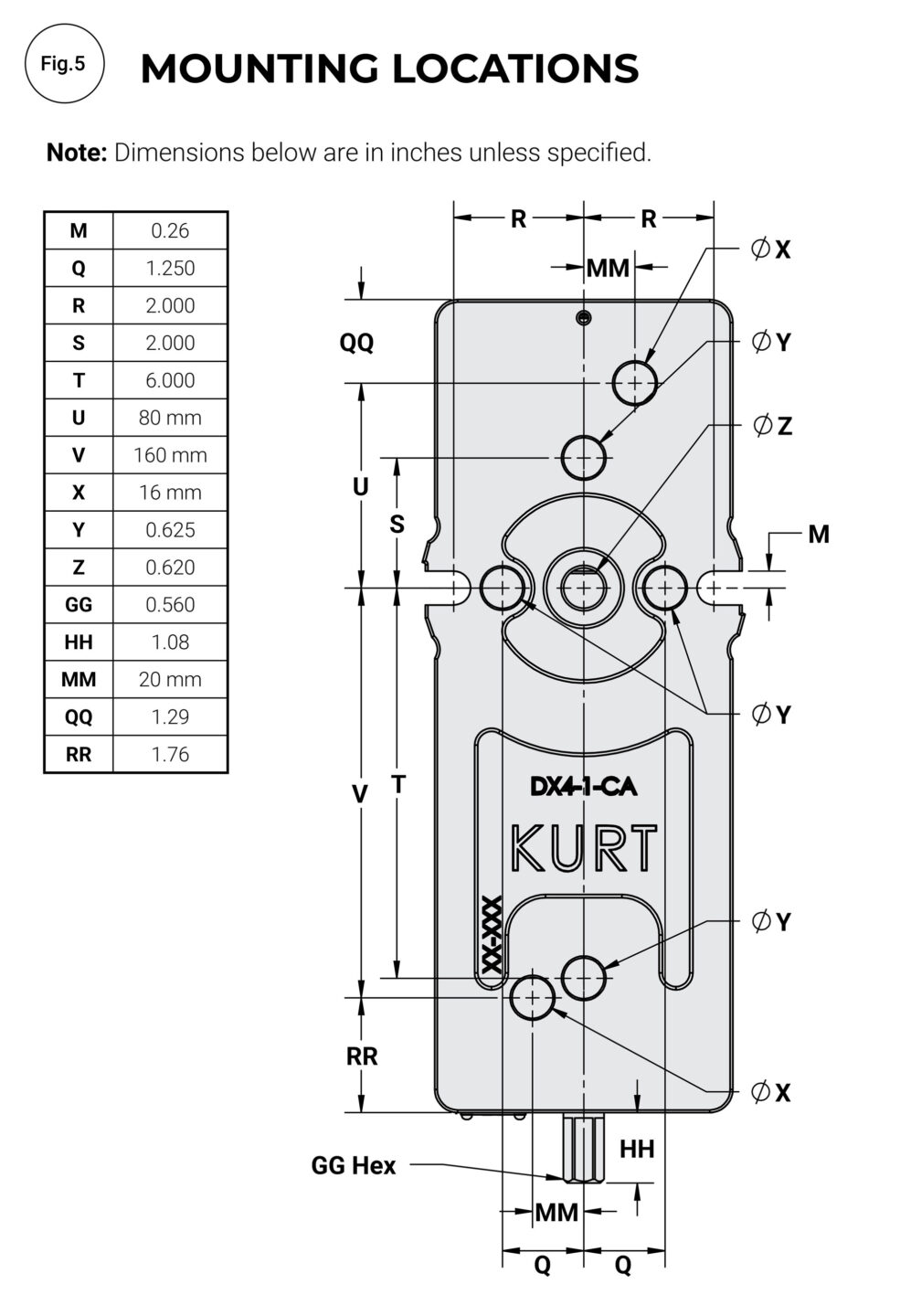
- New wider 2 bolt stationary design fastens from the top
- Bolts & locates on 40mm, 50mm and 2″ grid patterns
- Accepts sine keys for alignment (not included)
- Chip evacuation straight through the body
- Screw support held in place with snap rings
- Groove Lock® jaw plate and workstop (Included)
- New brush seal design makes it easier to replace
- Includes chip guard
- Powder coat paint is long lasting and durable
- Matching of the bed heights or keyway to stationary jaw (additional cost)
- Lifetime Iron Clad Warranty
DX4 CrossOver features comparison to D40 Vise
- DX4 is a replacement vise to D40 vise
- Larger opening (6.5″ versus 3.75″)
- Same bed height as D40
- Narrower body style than D40 and allows more vises on machine table
- Updated proven bearing pack shared with the 3400 series
- Same distance from the keyway to stationary as D40
Resources
Resources
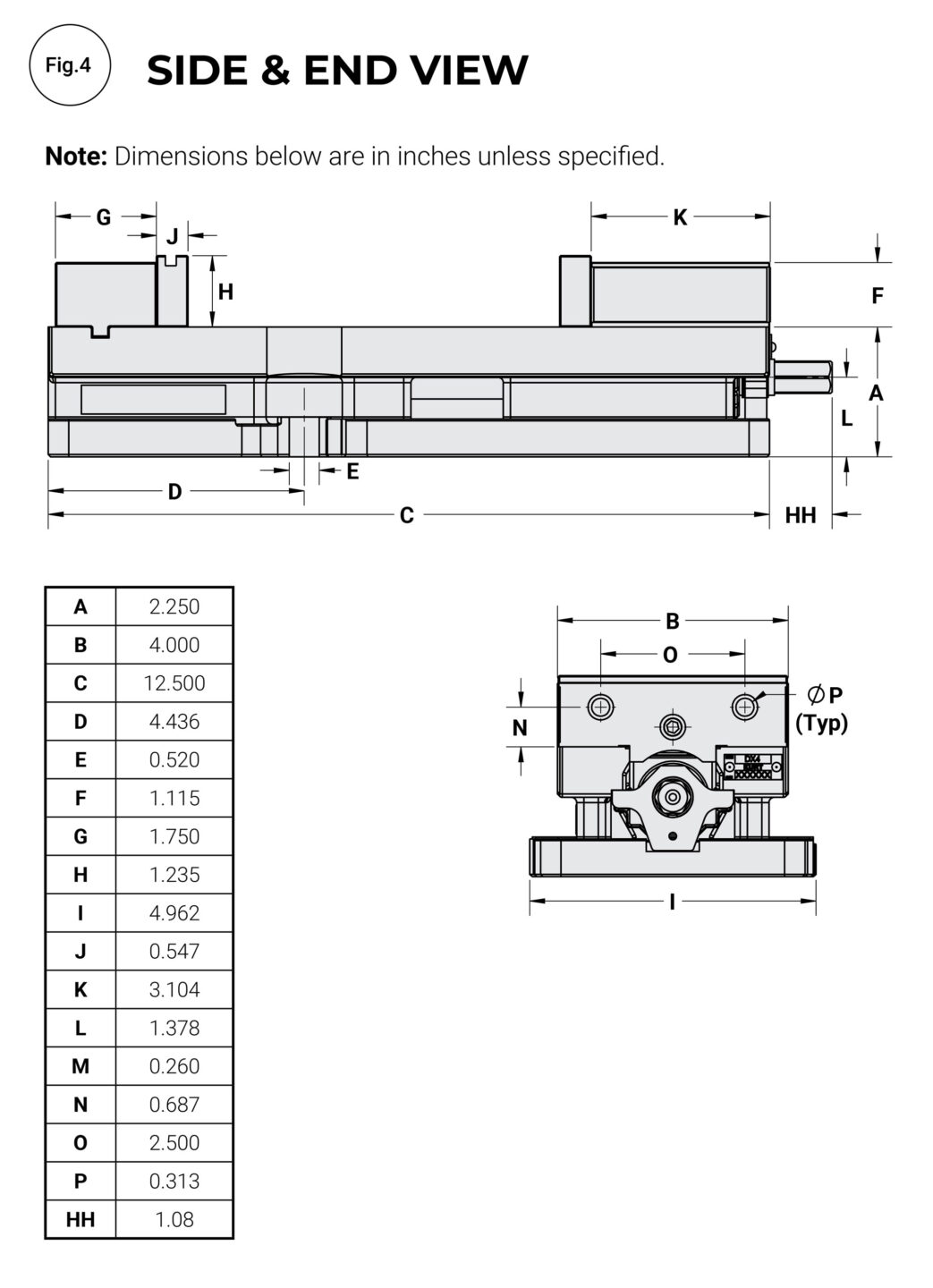
Dimensional Data
Dimensional Data
Clamping Force Pounds
Clamping Force Pounds
| Torque Ft-Lbs | Force in lbs. |
| 20 | 1,900 |
| 30 | 3,050 |
| 40 | 4,300 |
| 50 | 5,350 |
| 60 | 6,450 |
| 70 | 7,400 |
Videos
Videos
Products We Recommend
Products We Recommend
You may also like…
-

Kurt Sine Key Round and Diamond 1/2 inch – SKOA8RD
SKOA8RD
$89.00 -

Kurt Sine Key 18mm x 20mm – SKOAM18.20
SKOAM18.20
$80.00 -

Kurt Sine Key 7/8 x 1 inch – SKOA14.16
SKOA14.16
$89.00 -

Kurt Sine Key 20mm x 22mm – SKOAM20.22
SKOAM20.22
$87.00 -

Kurt Sine Key 1/2 x 9/16 inch – SKOA8.9
SKOA8.9
$89.00 -

Kurt Sine Key Round and Diamond 5/8 inch – SKOA10RD
SKOA10RD
$89.00 -

Kurt Sine Key 5/8 x 11/16 inch – SKOA10.11
SKOA10.11
$71.00 -
Kurt Sine Key 14mm x 16mm – SKOAM14.16
SKOAM14.16
$80.00 -

Kurt Sine Key 3/4 x 13/16 inch – SKOA12.13
SKOA12.13
$89.00
Replacement Parts
Replacement Parts
DX4 Replacement PartsReviews
Reviews
You must be logged in to post a review.
There are no reviews yet.